マックスプロ200 / ハイプロ2000マシンのためのプラズマ電極220937
私たちは,プラズマカット器の消耗品のプロの製造者です.
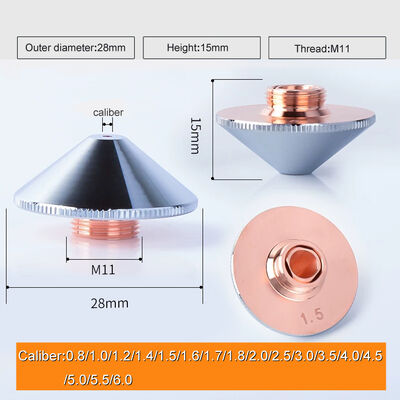
1プラズマ消耗品の様々なモデルを供給することができます 電極,ノズル,シールド,渦輪リング,内蓋,保持蓋,水管,タッチボディ,例えばHT4400,HPR400XD,HPR260XD,HPR130XD,HPR260,HPR130,HSD130,HD3070,HD4070,HT2000,MAX200,POWERMAX1650,POWERMAX1250,POWERMAX65,POWERMAX85,POWERMAX45,POWERMAX30 などなど
2顧客の要求に応じて作れます. ほぼすべてのパーツはたくさんあります.
3. 厳格な品質管理. 私たちの製品加工は,CNCマシンを使用しています. 我々は,高精度テスト機器の15セットと80の経験豊富な熟練労働者を持っています.
4メール,スカイプ,Whatsapp,Wechat,電話などでご連絡ください.
5外包:標準輸出用紙箱
6. 疑問がある場合は,plsは,私たちに知らせることを自由です.

| 機械 |
HEC NO |
裁判官はノーです |
記述 |
|
MAXPRO200
HyPro2000 について
|
H02487 について |
220487 |
電極,130Amp |
| H02937 について |
220937 |
電極,200Amp |
| H02925 |
220925 |
電極AG,200Amp |
| H72488 について |
220488 |
渦輪リング,空気/空気,130/200Amp |
| H72834 について |
220834 |
渦輪リング,酸素/空気,200Amp |
| H12892 |
220892 |
ノズル,空気/空気,N2/N2, 130Amp |
| H12893 |
220893 |
酸素/空気,130Amp |
| H12044 食品の種類 |
420044 |
エア/エア,N2/N2,200Amp |
| H12831 |
220831 |
酸素/空気 200Amp |
| H42935 |
220935 |
保持上限50/130/200Amp |
| H42936 について |
220936 |
保持上限は,50/130/200Amp |
| H22536 について |
220536 |
ノズル,空気/空気,N2/N2, 130Amp |
| H22491 について |
220491 |
酸素/空気,130Amp |
| H22045 について |
420045 |
エア/エア,N2/N2,200Amp |
| H22832 について |
220832 |
酸素/空気 200Amp |
| H82087 |
420087 |
トーチボディ |
| H82033 について |
420033 |
クイックタッチボディ |
| H82913 |
220913 |
快切断容器 |
| H82921 について |
220921 |
クイックタッチボディ |
| H92521 について |
220521 |
水管 標準 |
| H92026 について |
044026 |
オーリング |
技術サポート:
4プラズマ切削機を購入する
CNCプラズマ切削機械の購入を検討する際には,次の要素が必要です:
4.1 切断厚さ
通常,金属の厚さを切るのが決定される最初の要因です. ほとんどのプラズマ切削機械は,切断能力と現在のクォータの大きさです.したがって,細い金属を 切っている場合低電流のプラズマ切削機を考慮する必要があります. そして,小さな機械は,特定の厚さの金属を切っているにもかかわらず,しかし,切断品質は保証することはできません,代わりに,切断した結果もほとんど得られないかもしれません切断の厚さ範囲を最大限に設定します. セットがあなたの要求に適していることを確認するために. 一般的に,このマシンには,プラズマ切削機の選択は,最大切削厚さの60%を基準とする.切断効果が薄くなるほど,切断効果が速くなります.切断効果と切断速度が低下した場合,より厚い.
4.2設備の負荷率
機械の作業負荷の持続率をチェックしてください.継続的な作業時間冷却前に過熱作業する機器です.労働負荷の持続率は,通常,10分で標準として,100アンパーの連続切断6分 (10分で100%)作業負荷が高くなるほど 長く切り続けることができます
5高周波の干渉プラズマ切断電源
プラズマ切断機の大半は 導弧を搭載し 高周波を使って 空気を通る電流を導きます しかし高周波は 近くの電子機器に干渉しますコンピュータを含むこれらの高周波の潜在的な問題を排除する方法は,非常に有益である可能性があります.

 メッセージは20〜3,000文字にする必要があります。
メッセージは20〜3,000文字にする必要があります。