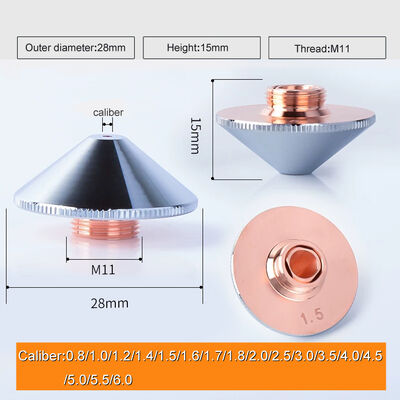
Esab血しょうカッター機械のためのEsab PT-36血しょうトーチのノズル0558006041 4.1mm
PT-25、PT-36、PT-37、PT-600、PT-15XL、PT-19XLのPT-31XLの電極、ノズル、盾、渦巻リング、帽子を、水管、トーチ ボディ等保つ内部の帽子。
私達は血しょうカッターの消耗品の専門の製造業者です。
1. 水管、トーチ ボディ、HT4400のような、HPR400XD、HPR260XD、HPR130XD、HPR260、HPR130、HSD130、HD3070、HD4070、HT2000、MAX200、POWERMAX1650、POWERMAX1250、POWERMAX65、POWERMAX85、POWERMAX45、POWERMAX30等保つことは血しょう溶極、ノズル、盾、渦巻リング、内部の帽子のさまざまなモデルを、帽子を供給、できます。
2. 顧客の要求によって作ることができます。ほとんどあらゆる部品に多くの在庫があります。
3.The厳密な品質管理。処理される私達のプロダクトはCNC機械を使用しています、私達に15組の高精度の試験装置があり、80は熟練労働者を経験しました。
4. 私達に連絡する歓迎。私達に電子メール、Skype、WhatSapp、Wechatを送るかまたは私達を電話できます。
5.Outerパッキング:標準的な輸出カートン。
6.Haveはあらゆる質問、pls私達を知らせて自由に感じます。
サービス
*Canあなたのサンプルまたは設置サイズによって作って下さい。
*Provide OEMサービス。
あなたの要求による*Canパック。
FAQ:
Q1:私は質を点検する試供品を得てもいいですか。
A:本当に、私達は試供品を供給してもいいですが、くまを明白な費用独りで必要とします。
Q2:私は保管費用をできますか。
A:はい、明白な充満をできますまたはあなたの記述は良いです。
Q3:私は私のプロダクトの私の商標を加えてもいいですか。
A:はい、私達は承認のあなたの証明書を必要とします。
| 機械 |
HECいいえ。 |
Refいいえ。 |
記述 |
| PT-36 |
E21881 |
37081 |
盾の保持器 |
| E23030 |
558006130 |
盾のコップ、3mm |
| E23041 |
558006141 |
盾のコップ、4.1mm |
| E23066 |
558006166 |
盾のコップ、6.6mm |
| E23099 |
558006199 |
盾のコップ、9.9mm |
| E23124 |
558007624 |
盾のコップ、2.4mm |
| E2744 |
21944 |
標準盾のガス拡散器 |
| E2596 |
21796 |
盾のガス拡散器、低く流れ |
| E21096 |
22496 |
逆盾のガス拡散器 |
| E11882 |
37082 |
標準帽子を保つノズル |
| E1826 |
22026 |
ノズル先端、50A |
| E1829 |
22029 |
ノズル先端、100A |
| E1830 |
22030 |
ノズル先端、150A |
| E1831 |
22031 |
ノズル先端、200A |
| E1832 |
22032 |
ノズル先端、250A |
| E1834 |
22034 |
ノズル先端、360A |
| E1833 |
22033 |
ノズル先端、400A |
| E6827 |
22027 |
ノズルの基盤、50A |
| E6828 |
22028 |
ノズルの基盤、100-400A |
| E12910 |
558006010 |
ノズル、1mm |
| E12914 |
558006014 |
ノズル、1.4mm |
| E12918 |
558006018 |
ノズル、1.8mm |
| E12920 |
558006020 |
ノズル、2mm |
| E12923 |
558006023 |
ノズル、2.3mm |
| E12925 |
558006025 |
ノズル、2.5mm1 |
| E12928 |
558006028 |
ノズル、2.8mm |
| E12930 |
558006030 |
ノズル、3mm1 |
| E12936 |
558006036 |
ノズル、3.6mm1 |
| E12941 |
558006041 |
ノズル、4.1mm1 |
| E02859 |
558005459 |
電極L.C.、O2/N25 |
| E02628 |
558003928 |
電極Std.、O2/H355 |
| E02614 |
558003914 |
電極Std.、O25 |
| E72857 |
558005457 |
バッフル、4穴X 0.0221 |
| E72434 |
558002534 |
バッフル、4穴X 0.032 CCW1 |
| E72433 |
558002533 |
バッフル、4穴X 0.0321 |
| E72225 |
558001625 |
バッフル、8穴X 0.0471 |
| E72430 |
558002530 |
バッフル、8穴X 0.047 CCW1 |
| E02624 |
558003924 |
ホルダ |
| E83404 |
0558003804 |
トーチ ボディ |
| PT-37 |
E43703 |
0558006603 |
盾30-40 AMP PT-37 |
| E43702 |
0558006602 |
盾50-90 AMP PT-37/38 |
| E43701 |
0558006601 |
盾100 AMP PT-37/PT38GOUGE |
| E43700 |
0558006600 |
コップW/THREADS PT-37の保持 |
| E13318 |
0558005218 |
ノズル30-40 AMP PT-37 |
| E13578 |
0558004878 |
ノズル50 AMP PT-37 |
| E13619 |
0558005219 |
ノズル70 AMP PT-37/38 |
| E13579 |
0558004879 |
ノズル100 AMP PT-37 |
| E03620 |
0558005220 |
電極30-40A PT-37 |
| E03575 |
0558004875 |
電極50-100A PT-37 |
| E73617 |
0558005217 |
ガスBaffle30-70A PT-37/38 |
| E73570 |
0558004870 |
ガスBaffle90-100A PT-37/38 |
| E93590 |
0558004890 |
4.5Feet (1.4M) PT-37 |
| E93591 |
0558004891 |
17Feet (5.2M) PT-37 |
| E93592 |
0558004892 |
25Feet (7.6M) PT-37 |
| E93593 |
0558004893 |
50Feet (15.2M) PT-37 |
テクニカル サポート:
注意を必要とする血しょう打抜き機の問題
CNC血しょう打抜き機の切断変数の選択は質を切るために非常に重要で、速度および効率を切ります。良質の速い切断、切断のプロセス パラメータのためのCNC血しょう機械の正しい使用は深く理解され、習得されなければなりません。
最初に、流れを切ります:それは最も重要な切断のプロセス パラメータで、直接切断の厚さおよび速度のすなわち、切断の能力を定めます。効果:1つは、現在の増加を、能力を切るアークのエネルギーの増加切って切断の速度増加します;2つは、アーク アークの可変的な荒いのの直径を高める現在の増加を切って切り傷の幅を作ります;3つは、現在の大使をノズルに切って熱負荷、自然な低下の質を切るノズルの早期の損傷をできません正常な切口高めます。従って切断の流れおよび対応するノズルは切れる前の材料の厚さに従って選ばれるべきです。
高温の1つ、アルゴンおよびあらゆる金属、アルゴンのプラズマ アークへのほとんど反作用は非常に安定していません。使用されるノズルおよび電極は高い耐用年数を過します。しかしアルゴンのプラズマ アークの電圧は低いです、エンタルピーの価値は高くないです、切断の能力は限られて、切断の厚さは空気と比較された約25%減ります。さらに、溶解した金属の表面張力は窒素のガスの環境のそれより高い約30%の窒素のガスの環境のそれより大きいです。アルゴンおよび他のガスの混合物の使用に付く傾向があっても。従って、純粋なアルゴン血しょう切断はまれに単独で使用されませんでした。
2つの水素は補助ガスとして頻繁にあり、有名なガスH35のような他のガスの混合の行為は、(水素の体積分率は35%のアルゴンの残りです)最も強いガスのプラズマ アークの切断、水素の主要な強化の1つです。水素がかなりアーク電圧を改善できるので水素血しょうジェット機に高いエンタルピーの価値が、アルゴンと混合されたとき、血しょうジェット機の切断の能力非常に改良されますあります。金属材料、一般的なアルゴン+切断のガスとして水素の一般に以上70mmの厚さ。更にアルゴン+水素のプラズマ アークを圧縮すればのにウォーター ジェットが使用されていればより高い切断の効率は得ることができます。
ステンレス鋼およびニッケルの基礎合金のような液体の金属の粘着性材料を切っても高い電圧および窒素のプラズマ アークの状態の下の働くガスに、よい安定性がおよびアルゴンのガス ジェット機力より高く、劣った掛かるスラグ量の切り傷である少数あるので3つの窒素は使用されます。窒素はまた自動のような他のガスの混合物とできま、使用単独で使用することができま使用空気を頻繁に切りますまたは働くガスとして窒素は、ガス標準的な高速切断の炭素鋼のガスになりました。時々窒素はプラズマ アークの切断でもアークのガスとして使用されます。
4つの酸素は低炭素鋼鉄材料の切断の速度を改善できます。ガス切断、切断モードを使用すれば電極の生命を延長するフレーム切断は切断の速度の高温および高エネルギーの非常に類似しています、より速くプラズマ アークでが、電極の高温酸化抵抗の使用、およびアークの反影響の保護のための電極によって、なります。
5つ、約78%窒素の体積分率を含んでいる空気従ってスラグおよび窒素のガス切断を掛けることによって形作られる使用空気切断は非常に類似しています;空気では酸素の存在、低炭素鋼鉄材料の空気切断の速度がまた非常に高いので、また約21%の酸素の体積分率を含んでいます;同時に空気は最も経済的な働くガスです。但し空気が切れるのに使用されているとき掛かるスラグのような問題があり、酸化を、電極およびノズルの増加する窒素切っておよびより低い生命はまた働き効率および切断の費用に影響を与えることができます。

 メッセージは20〜3,000文字にする必要があります。
メッセージは20〜3,000文字にする必要があります。